We may earn revenue from the products available on this page and participate in affiliate programs. Learn More ›
When learning how to weld, it’s important to research the best welder for your needs. Another essential element of this skill is understanding the different types of welds, as each has an impact on the strength and durability of the finished work.
There can be confusion among the types of welds, and the joints used. Not all welds are suitable for all joints. Some have very specific uses. Surfacing welds, for example, aren’t used for joining two pieces of metal. The following provides more detail to these important points, giving beginner welders, in particular, the information they need for a wide variety of welding projects.
RELATED: How to Use a MIG Welder
Types of Welds
In commercial situations, a job sheet will often include standardized weld symbols that indicate the type of weld to be used. These contain far more detail than is necessary for the beginner, and the following information is often sufficient for DIY welding.
1. Fillet Weld
The fillet weld is undoubtedly the most common type of weld. It is relatively easy for beginners to master with their first MIG welder, and has the strength and versatility for a whole host of professional applications. It can be used for many types of joints, whether the metal is at an angle, overlapping, or when the end of a cylinder needs to be welded to a flat sheet.
Materials to be joined require little preparation, and strong welds can be achieved quickly.
Best For: All common welding tasks except butt joints.
2. Groove Weld
At first glance a groove weld looks similar to a fillet weld. They are formed in much the same way, and have similar applications. However, the groove weld penetrates further into the metal. This additional thickness makes it the strongest type of weld in most situations.
The drawback is that a groove is required for the molten metal to fill. Thus a bevel, v-, or u-shape needs to be formed between the two pieces to be joined (some groove welds are also called bevel welds). This increases preparation time.
Best For: Any weld where maximum strength is required.
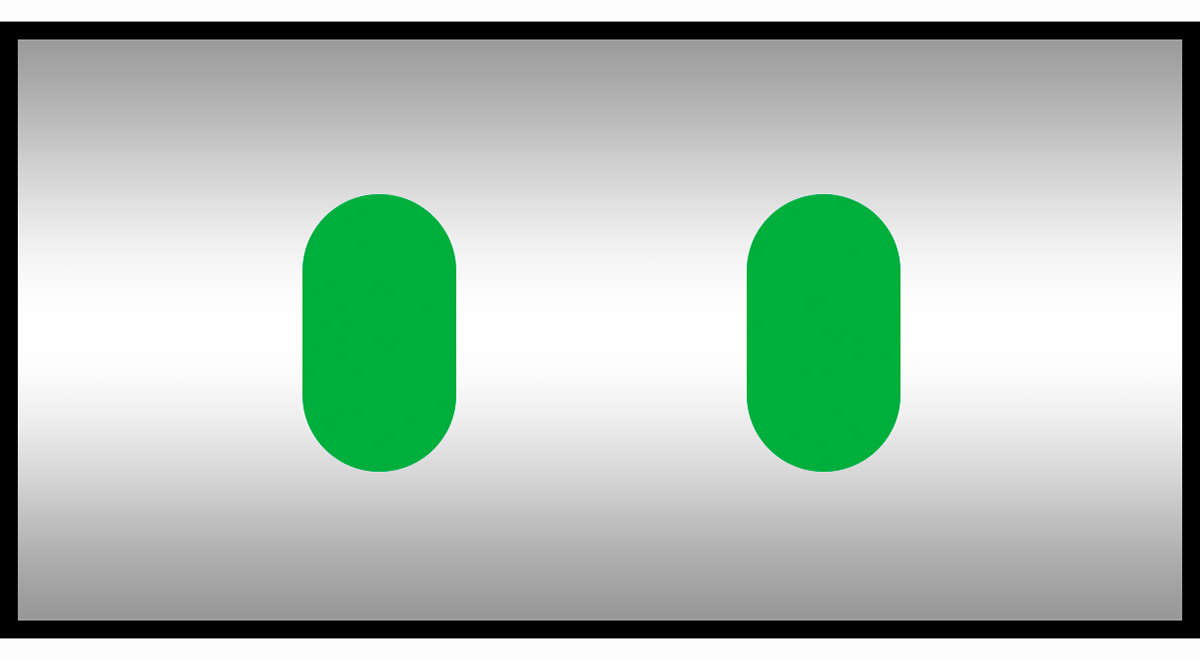
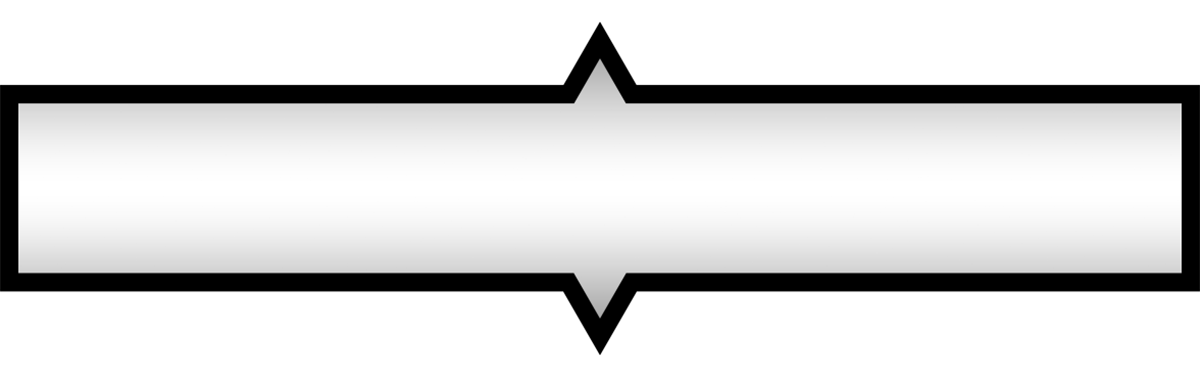
3. Plug Weld
A plug weld is used to join two overlapping pieces of metal. It is often used when a spot welder (see below) doesn’t have sufficient reach, or lacks the power to penetrate thicker components. A typical application is for repairing vehicle floor pans.
One or more holes are drilled or cut in the top piece, which is then clamped over the second while the holes are filled with weld material, thus creating a join.
Best For: Large or thick overlapping parts that are not subject to major loads.
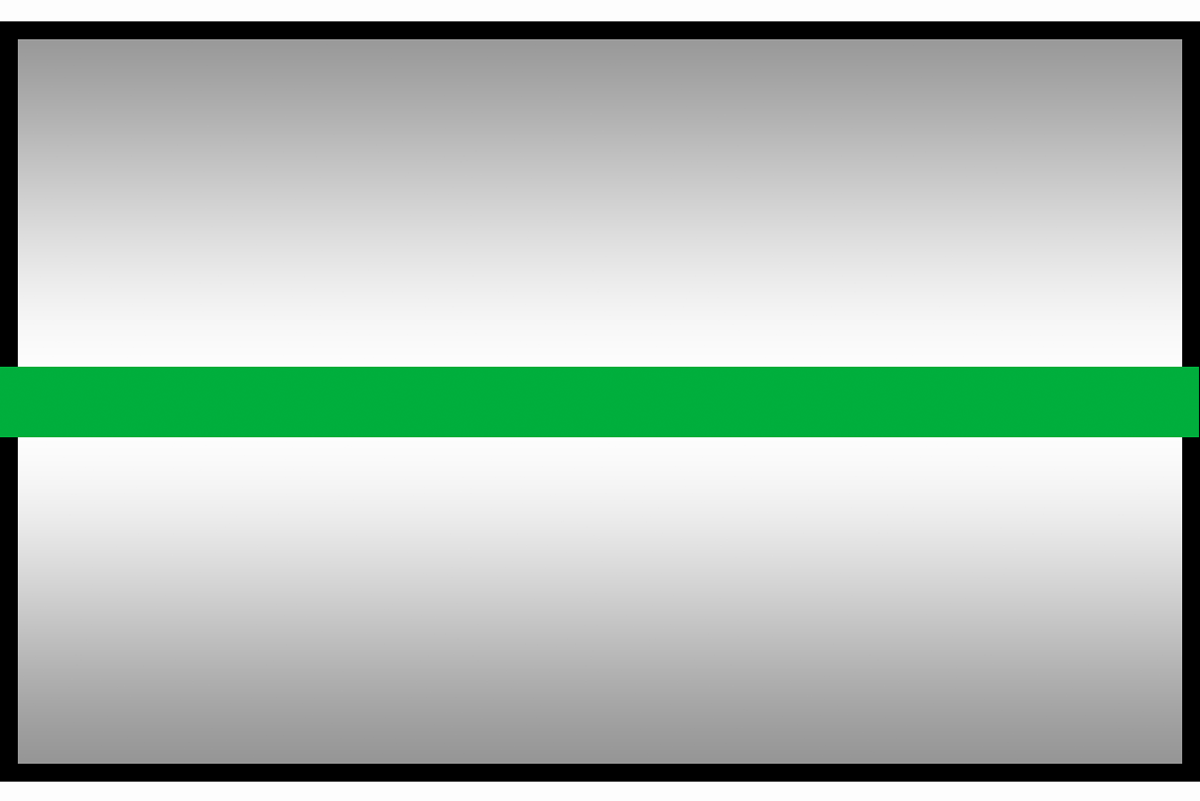
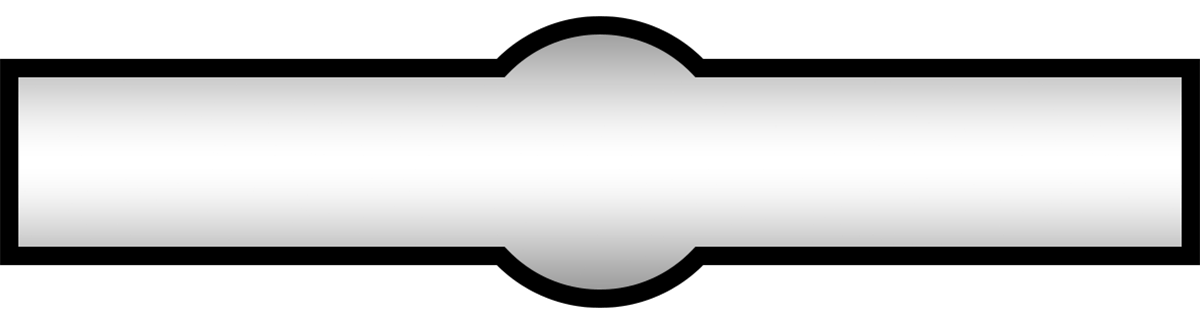
4. Slot Weld
A slot weld is basically an elongated plug weld. Instead of a simple hole (or holes), a slot is formed in the top surface. This slot can either be enclosed or open ended. The main advantage that a slot weld offers is increased weld contact area, and hence greater strength. However, it does require significantly more weld material.
Best For: When greater strength is needed than provided by spot or plug welds.
5. Surfacing Weld
As previously mentioned, surface welding is not used to join two pieces of metal together, but rather to deposit weld material onto a surface. This may be done to fill gaps and holes (replacing metal lost through rust for example), or to thicken, and thus reinforce existing components.
One or more runs of weld (called beads) are deposited, which may then be ground back to provide a smooth surface for painting or plating.
Best For: Repair of damaged surfaces. Strengthening.
These first five are the most common welds in general use. The following are either more specialized, or are most likely to be found in manufacturing and other production environments.
6. Spot Weld
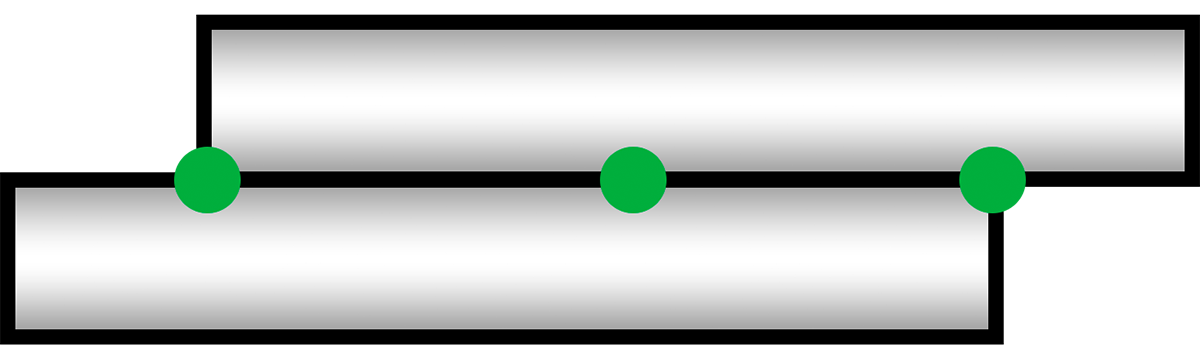
With spot welding an electrical current is passed between two points to melt the metal between them. Imagine clamping two sheets of metal between your thumb and forefinger. The process is called resistance welding. It is generally used for thin sheet metal, and it is common to see a row of ‘spots’ used to stitch two pieces together.
Spot welding can be very fast. The welding machines are stand-alone devices (either hand-held or floor-standing), though attachments are available to allow spot welding with some TIG machines.
Best For: Rapid welding thin sheets that are not subject to major loads.
7. Seam Weld
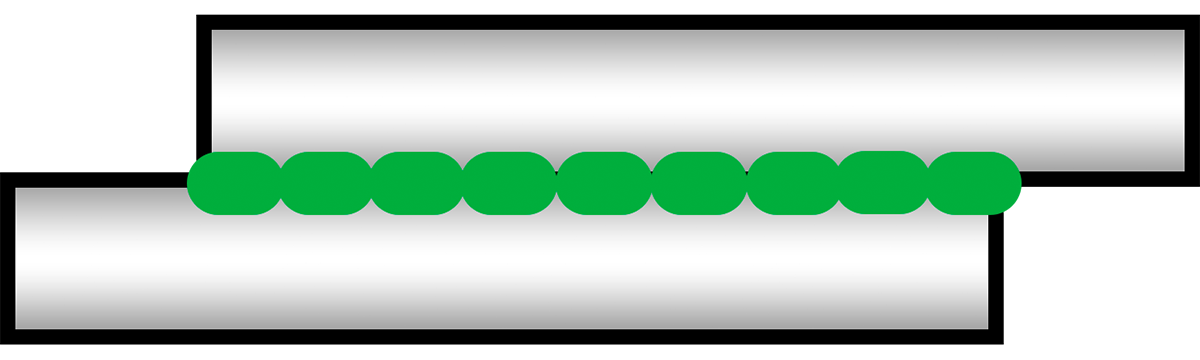
Seam welds are also formed using resistance welding. The process is similar to that used for spot welding, but an unbroken line is created. Seam welding is commonly used in the manufacture of tanks and drums that need to contain gasses or liquids.
A seam weld can also be formed using arc welding techniques (MIG or TIG for example) though preparation is complex, and so seldom used.
Best For: Overlapping joints on items that need to contain liquid or gas.
8. Flash Weld
Most types of welding use some type of filler material, usually from wire or a rod. A flash weld does not. It works by heating the ends of the metals being joined using the resistance process. Pressure is also applied, which causes excess hot metal to be ejected in a series of flashes.
Flash welding is very specialized, most often found on railroad and pipeline construction.
Best For: Joining sections of rail or pipe.
9. Upset Weld
Upset welding is similar to flash welding but on smaller and lighter components. It is another form of resistance welding, where the items to be joined are clamped together under pressure (called upsetting), and then an electrical current is applied. It is also called resistance butt welding.
Upset welds are usually small, and of consistently high quality. It is normally an automated process used to join tubular rings and steel hoops such as gas burners and wheel rims.
Best For: High-quality welding in production environments.
RELATED: How to Become a Welder and Build Your Career in 6 Steps
Types of Welding Joints

Having discussed the different types of welds, we now need to look at the common types of welding joints. This is about how the pieces of metal are aligned with each other. In order to show how the weld types relate to a particular joint, there are relevant examples.
Please note that this information is designed for hobby welders. Those who intend on welding professionally study the subject in more detail, as each main joint type can have further variations.
- Tee joint: As the name suggests, a tee joint weld consists of two pieces that meet to form a ’T’ shape, usually at 90 degrees to each other. Common weld types are fillet or plug.
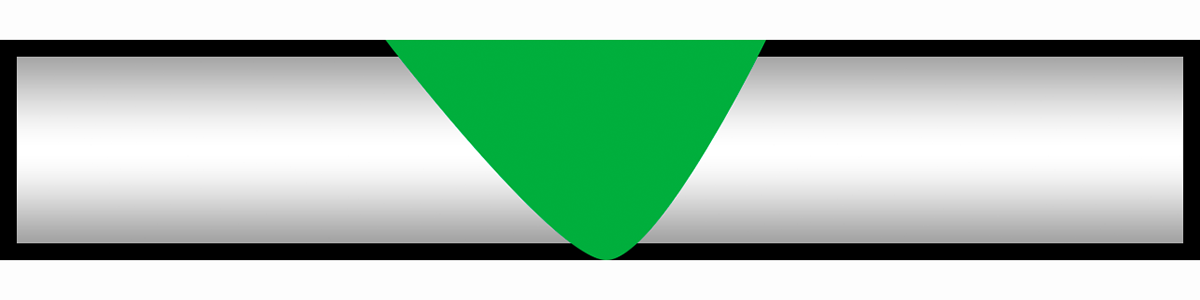
- Butt joint: With butt joint welding, pieces of the same thickness meet end to end to form a single flat sheet. Common weld types are groove or fillet.
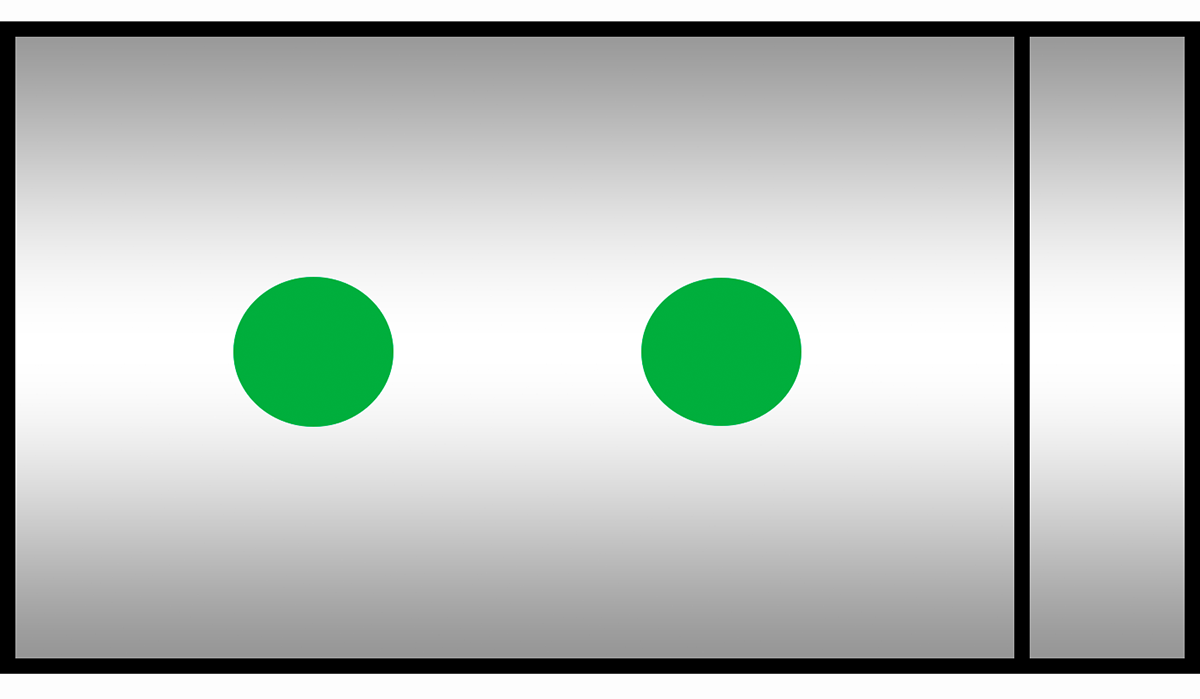
- Lap joint: Two sheets of different thickness are overlapped horizontally. Lap joint welding is usually used when a butt joint would not provide sufficient strength. Common weld type is fillet.
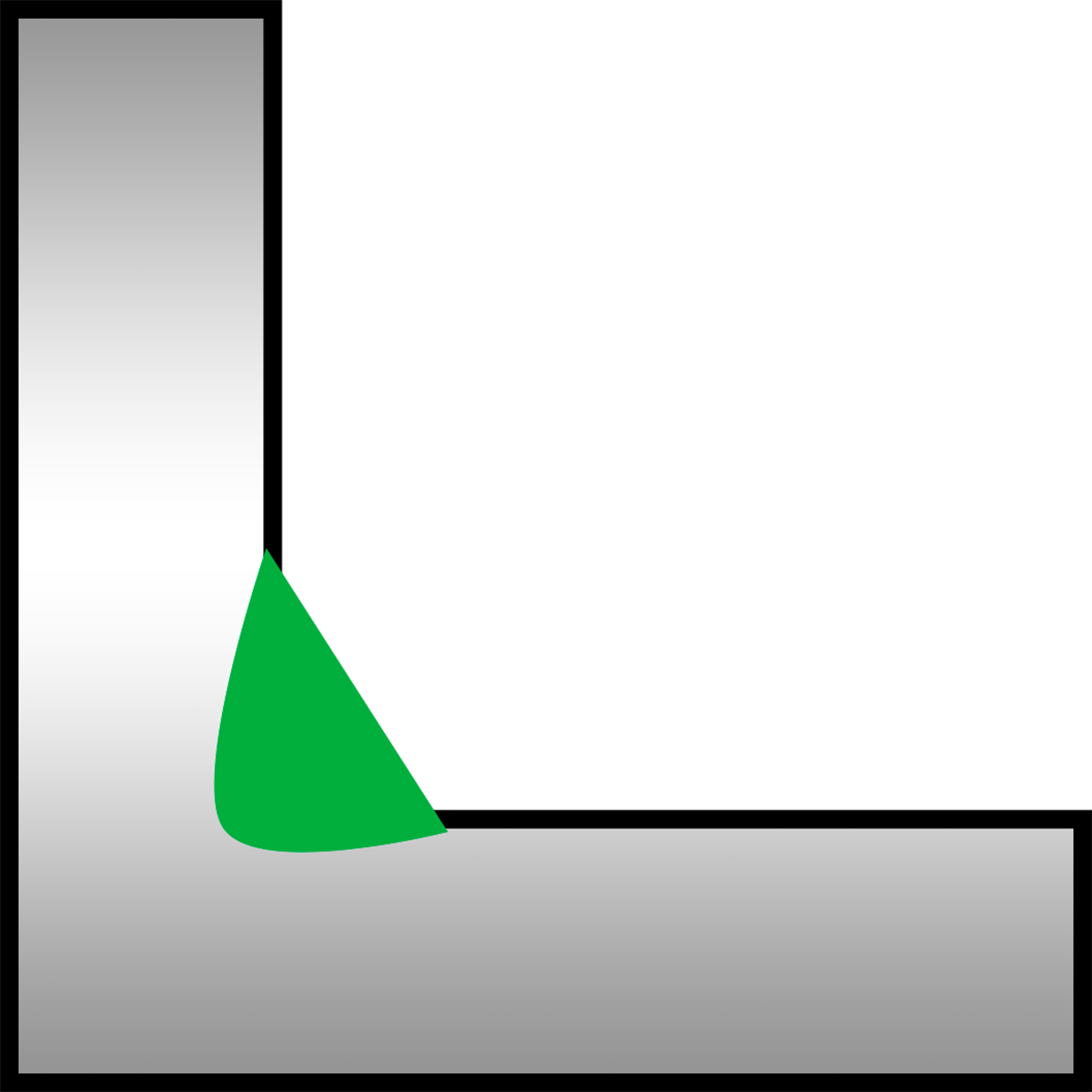
- Corner joint: Much like a tee joint, but the two pieces form an ‘L’ shape. Common weld types are fillet and groove.
- Edge joint: This is created when the edges of two flat surfaces are aligned, and those edges are capped with a weld. Common weld types are fillet, groove, and bevel (a v-shaped groove).
Note: Proper safety precautions are vital with all types of welding. Always wear a high quality welding helmet and appropriate protective clothing like welding boots.
RELATED: A DIY-Friendly Approach to Welding? We Tested the YesWelder MIG-205DS to See If It’s Worth It